Osprzęt kablowy

Osprzęt kablowy
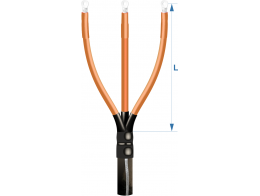
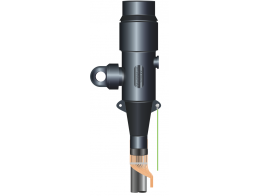
Mufy i głowice kablowe do wszystkich rodzajów kabli stosowanych w energetyce zawodowej, na napięcia maksymalnie do 36kV.
Przy doborze muf i głowic kablowych do kabli średnich napięć należy uwzględnić następujące czynniki:
- parametry techniczne
- technologia montażu,
- czas i stopień trudności montażu,
- ilość komponentów zestawu (stopień integracji),
- uniwersalność zestawu,
- dodatkowe wyposażenie zestawu,
- aktualne umiejętności monterów,
- koszt i czas potrzebny na przeszkolenie monterów.
Parametry techniczne
Wymagania techniczne stawiane mufom do kabli energetycznych są ustalone w następujących normach:
- HD 629.1 i 2
- DIN VDE 0278
- PN-90/E-06401
Norma PN-90/E-06401 powtarza w zasadzie wymagania norm europejskich z rozszerzeniem o sprawdzenie wytrzymałości osprzętu na działanie dynamiczne prądu zwarciowego oraz sprawdzenie odporności połączeń żyły powrotnej na działanie cieplne prądu zwarciowego. Wynika to z warunków zwarciowych w polskich sieciach elektroenergetycznych, gdzie sieć kablowa średniego napięcia jest w większości siecią kompensowaną [1].
Wszystkie rozwiązania oferowane przez firmę Energy Partners Sp. z o.o. spełniają wymagania normy PN-90/E-06401. Doświadczenia eksploatacyjne, ze względu na znikomy stopień awaryjności muf kablowych nie pozwalają wskazać istotnych różnic jakościowych pomiędzy nimi. Liczba awarii muf kablowych jest niewielka w porównaniu chociażby do liczby awarii kabli SN spowodowanych uszkodzeniami mechanicznymi [2], [3].
Technologie montażu
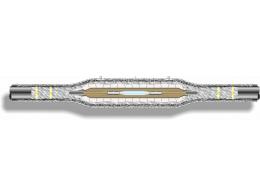
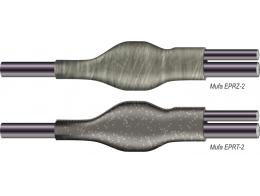
Główne technologie montażu muf kablowych średnich napięć to: termokurczliwa, zimnokurczliwa i technologia prefabrykatów nasuwanych (slide-on).
Szeroko rozpowszechniona w Polsce jest technologia termokurczliwa. Dzięki pamięci kształtu uzyskanej w procesie sieciowania radiacyjnego ogrzanie prefabrykatu wywołuje jego skurcz promieniowy gwarantując uzyskanie warstwy izolacji i ekranu o grubości równomiernej na całym obwodzie.
W technologii zimnokurczliwej wykorzystuje się właściwości elastyczne materiałów takich jak guma silikonowa lub etylenowo-propylenowa. Wstępnie rozciągnięty prefabrykat izolacyjny wsparty jest na usuwalnym rdzeniu. Może być on wykonany w postaci spirali nośnej lub dwudzielnej rury z tworzywa sztucznego. Dzięki sile sprężystości, po usunięciu rdzenia rozpierającego, materiał natychmiastowo obkurcza się na połączeniu.
Technologia „slide-on" opiera się również na wykorzystaniu materiałów elastycznych, jednakże nie są one wstępnie rozciągane, a montaż odbywa się poprzez ich nasunięcie.
Czas montażu
Im mniej komponentów potrzebnych do zainstalowania, tym krótszy jest czas montażu mufy. Z tego punktu widzenia najkorzystniej jest stosować wielowarstwowe prefabrykaty łączące funkcję izolacji, ekranu na izolacji i warstwy sterującej. Są także różnice pomiędzy poszczególnymi technologiami. W przypadku technologii termokurczliwej czas jest z reguły dłuższy ze względu na konieczność ogrzewania prefabrykatów. Sam proces obkurczenia prefabrykatów zimnokurczliwych jest szybszy. Podobnie jest w przypadku technologii nasuwanej.
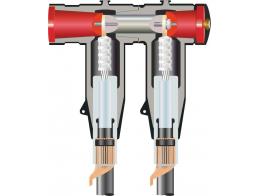
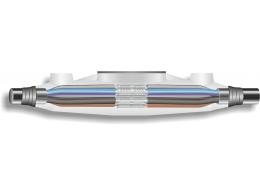
Na czas potrzebny do montażu ma wpływ także sposób połączenia żył powrotnych. Połączenie to może być zrealizowane przy użyciu zapasu drutów żył powrotnych z łączonych odcinków kabli za pomocą złączki albo sprężyn krążkowych, lub z wykorzystaniem specjalnego rękawa z plecionki miedzianej o odpowiednim przekroju. Pierwszy sposób wymaga wykonania dodatkowych czynności, jak na przykład zaprasowanie złączki na żyle powrotnej, lub owinięcie całości połączenia taśmą z siatki miedzianej w celu odtworzenia ekranu. Różnice w czasie montażu oferowanych rozwiązań prefabrykowanych są rzędu kilku do kilkunastu minut, co stanowi mały udział w całkowitym czasie instalacji uwzględniającym np. przygotowanie kabla.
Przygotowanie kabla wygląda bardzo podobnie w przypadku każdej z technologii z wyjątkiem technologii wykorzystującej prefabrykaty nasuwane, ze względu na konieczność wstępnego zaparkowania prefabrykatu przed instalacją złączki kablowej, co powoduje konieczność przygotowania kabla (usunięcie powłoki zewnętrznej) na dłuższym odcinku.
Stopień integracji
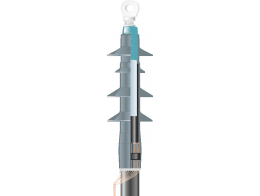
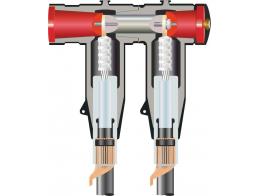
Główny prefabrykat mufy składa się z warstwy izolacyjnej oraz z warstwy o charakterze półprzewodzącym, która odpowiada ekranowi wytłaczanemu na izolacji kabla. Niektóre rozwiązania, jako trzecią warstwę posiadają jeszcze warstwę odpowiedzialną za sterowanie pola elektrycznego oraz wewnętrzną warstwę półprzewodzącą ekranującą obszar złączki. W przypadkach kiedy elementy te nie stanowią części głównego prefabrykatu, muszą być zainstalowane oddzielnie w postaci termokurczliwych lub nasuwanych rurek, płatów z mastyki o charakterze sterującym lub półprzewodzącym itp.
Rozwiązania o najbardziej zaawansowanym stopniu integracji zawierają złączkę, główny prefabrykat izolacyjny z warstwą sterującą oraz ekranem półprzewodzącym, plecionkę odtwarzająca żyłę powrotną i zewnętrzną osłonę zintegrowane w jednym elemencie.
Stopień trudności montażu
Stopień trudności montażu jest czynnikiem bardzo subiektywnym. Jest on związany z rodzajem zastosowanej technologii i z ilością komponentów w zestawie, ale decydujące w tym przypadku są ogólne umiejętności i doświadczenie monterów oraz wsparcie techniczne ze strony producenta lub dystrybutora.
Inne czynniki
Spośród pozostałych czynników bardzo istotna jest uniwersalność zestawu wyznaczana poprzez zakres przekrojów kabla, na który może być zainstalowany dany element. Większy zakres pozwala zredukować ilość pozycji magazynowych, ponieważ ten sam zestaw może być użyty w szerokim zakresie zastosowań.